What is a Threaded Insert?
A threaded insert is an engineered fastener that is designed to provide a reusable thread for mating hardware in a material that may not be able to support threads on its own, such as plastic or soft metals.
Form & Feature Description:
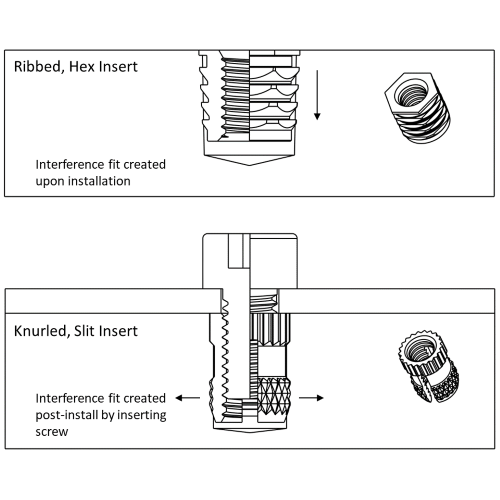
Threaded inserts fall into a class of their own thanks to the versatility of their application in plastics. In general, inserts for plastics implement a variety of features to create reusable threads via an interference fit. Knurls are often added to resist rotation, while barbs and undercuts are added to resist pullout. Knurl bands with various geometries can be combined and applied to an insert to achieve an optimum performance value required for the application. A flanged head can be applied to serve as an electrical contact point or to improve pull-through strength from the reverse side. A symmetrical design lends well to automated mass-production. Specific combinations of profile features coincide with their predetermined installation method.
Thermoset V Thermoplastic:
Plastic resins come in a variety of blends to achieve properties specific to a given application and are generally categorized as thermosets or thermoplastics. Thermosets, like epoxies, undergo a permanent transformation upon solidification, after which they burn rather than melt.
To install threaded inserts into a thermoset, the best option is to use an injection molded insert, with press-in inserts being a viable, but lower-performance alternative. Thermoplastics can be re-melted or softened upon heating allowing for post-mold installation of heat staking or ultrasonic inserts. Semi-crystalline thermoplastics like PET or PEEK have a well-defined melting point. Amorphous thermoplastics like ABS and PVC do not have a consistent melting temperature, but rather go through a transition where the material becomes softer with increasing heat. These properties are important to note when using a thermal press. The heat stake machine must be set to 50°F (28°C) bove the melting temperature of the plastic resin.
Please view the full spreadsheet below for recommended setup temperatures for Thermal Pressing Inserts.
Common Insert Materials:
- Brass (C360 series) is the industry standard most often used due to its low cost, electrical conductivity, and machinability.
- Stainless Steel (303 series) is a type of austenitic alloy used for its machinability, corrosion resistance, and high strength.
- Aluminum (2024-T4 series) is a high strength, 100% lead free alternative and employed due to its excellent strength-to-weight ratio and good fatigue resistance.
We can also quote variations of each material listed above. Most plating’s required for your application can also be quoted. Our tenured team of application engineers can work with you to find the best solution.
Installation Methods:
A Heat Stake Press for threaded inserts is a specialized machine that is used to install inserts into plastic using a thermal operation. The process of heat staking is used during a post mold installation. A probe holds the heated insert as it is pressed into the hole. This thermal process creates plastic flow around the knurls and into the grooves and undercuts upon insertion. Once the probe cools the heated tip is retracted, and the insert retention is achieved. Heat staking is the preferred method when multiple inserts must be installed simultaneously or at different levels. This method is also recommended for the installation of larger inserts in a post mold.
An Ultrasonic Press for threaded inserts is used in a similar fashion but uses ultrasonic vibrations to generate heat. The ultrasonic process is also used during a post mold installation. An ultrasonic press uses a high-frequency mechanical horn that contacts the top of the insert and vibrates causing a momentary localized melt. This vibration creates frictional heat as the insert is driven into place and the molten material flows into the external knurls. The ultrasonic method is preferred when shorter cycle times are needed and tend to achieve lower induced stress.
Insert molding threaded inserts is generally a more costly process but provides the best performance of all installation methods. Inserts are placed onto core pins in a mold using a tight tolerance that coincides with the inserts thread minor. Core pins should be designed to compensate for any plastic shrinkage. Often countersinks are applied to the pins to ease this process. Once the inserts are sitting snug onto the core pins, plastic resin is injected into the mold cavity and cools to encapsulate the insert. This creates a strong finished product with a long and durable service life.
Press-In threaded inserts are favored for low volume installations in less critical applications. Pull out and torque out requirements are often sacrificed due to this being the least expensive installation method. It is always preferred to use a larger boss diameter with this method to compensate for added stress during installation. The insert pilot dimension should be designed to be slightly smaller than the hole while a standard machine press or hand tool applies the necessary force.
Hole Sizing:
There are two types of hole sizing to consider. The most common is a straight hole with a maximum 1° taper or a .05° taper per side. Our IUA/IUB/IUC series inserts are very common throughout the industry. This insert profile is tapered to reduce installation time and ensures that the fastener is properly orientated to the hole. When using this series, the hole must be designed with a full 8° taper.
For post mold installations, the hole depth should always be deeper than the length of the insert. We recommend two thread pitches beyond the insert length. It is always best to ensure that inserts sit flush to the surface of the plastic in an application. We recommend hole sizing in our catalog, but it is always best to test samples before production. When sizing the hole diameter, larger holes can decrease performance, while smaller holes can cause cracking at the joint. The hole diameters will need to be evaluated if glass fillers are applied to the resin composition. If the glass content is greater than 15%, we suggest that the user increase the hole by (.003” | 0.076 mm), and if the content is greater than 35%, the suggested hole should be increased by (.006” | 0.15 mm).
Molded versus Drilled Holes:
Pre-molded holes always provide better performance over pre-drilled holes. The stronger dense surface in the hole cavity will provide a better plastic flow around the insert.
Boss Diameter:
To achieve optimum pull out and torque out resistance, it is important to size the boss diameter or plastic wall thickness around an insert to measure twice the insert diameter. It is possible to decrease this suggested boss diameter, however, insert performance will be compromised. It is also recommended that knit lines do not cross the intersection of the pre molded hole which may also compromise performance.
Compression Limiters:
Compression limiters are an essential component in the plastics industry. They are used to prevent damage to a plastic hole when excessive stress is applied. Compression Limiters are cylindrical components generally made of brass, aluminum, or steel. Once Compression limiters are installed, they prevent the plastic from cracking when mating screws are tightened. They significantly reduce the possibility of tensile failure and provide additional durability and strength to plastic assemblies where necessary. Many industries such as automotive, industrial, aerospace, and medical use compression limiters to ensure the safety and longevity of their plastic products. We offer compression limiters to suit all installation methods as a custom-made product with a 10,000pc minimum.
Compression Limiters are cylindrical non-threaded fastener components generally made of brass, aluminum, or steel.
Industries:
Automotive
The use of Threaded Inserts and Compression Limiters continue to be a growing trend within the automotive industry. Joining plastic parts and attaching metal components to plastic parts are required throughout a vehicle’s assembly. Inserts can be used to attach dashboards to a vehicles frame, they can be used to mount sensors and control modules subject to vibration, and they’re often found throughout a car’s plastic interiors. Many OEMs are now redesigning assemblies to be more cost efficient and durable over traditional metal applications.


Electronics
Threaded Inserts are often used in electrical applications when mounting and connecting printed circuit boards (PCBs). They provide a strong and secure point for screws and bolts which can be used to attach connectors, switches, and display screens. Brass inserts tend to be the preferred choice due to the materials conductivity. In other applications, you’ll find inserts used in electrical enclosures or housings to provide added structural support.
Medical
Threaded Inserts play an important role in various medical devices, helping to improve patient outcomes and quality of life by providing secure and reliable connections. Inserts are often used in orthopedic implants by securing plates, rods and movable joints. They are also found in ventilators and respirators housed in plastic. Most insert materials used in the medical field will comprise of 304 and 316 grade stainless which can be quoted on a case by case basis.

Aerospace
Threaded Inserts are an essential component in the aerospace industry. They often require thread locking features to alleviate mating hardware falling loose in high vibration environments. They can be found in a variety of aircraft interiors such as seats, overhead bins and cabinetry. A new emerging segment within this industry are drones. Aluminum inserts are favored when designing and developing drones due to its light weight and durability. The reliable and durable threaded connections provided by inserts ensure the safety and performance of aircraft and even spacecraft.
Industrial
Threaded Inserts and Compression Limiters are commonly used in manufacturing equipment, such as CNC machines, robotic arms, and conveyor systems. They provide secure connections for fixtures, tooling and miscellaneous components that are critical for ensuring accurate and consistent operation of factory equipment. It is not uncommon to find inserts in furniture and outdoor lawn equipment where strong connection points are needed to ensure stability and longevity for its user.

To find the right inserts for your industry, visit our Threaded Inserts engineering guide for more information.